



RWTS custom-built a wastewater treatment back-end biological polishing unit designed within an ultrafiltration system. The system treated Class C effluent to that of a true Class A final release standard.
The system was complete with front end glass media filtration, before water was filtered through the ultrafiltration membrane elements.
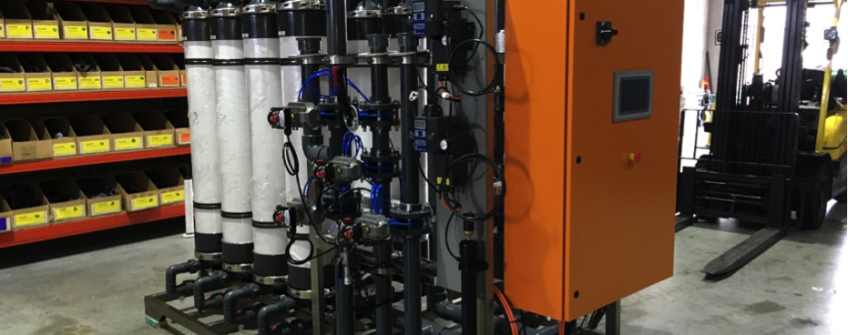
The membranes of choice for the wastewater biological treatment were the RWTS UF-PVDF-1060 hollow fibre filter housings with an effective filtration area of 78 m2. The membranes were configured to an outside-inside, with air sparge backwashing, forward flush, top and bottom backflush, and an independent enhanced backflush EBF cycle also coded within the PLC. The PVDF fibre allows for greater tensile strength when filters are exhausted and feed pressures rise, due to uncontrolled front end treatment. The ability to rejuvenate the fibre element is second to none; with an aggressive alkali and acid cleaning process the filters will bounce back yielding their intended designed flux. Other membranes constructed of improved PVC and simple PVC cannot withstand such harsh environments and are susceptible to fibre breakage, resulting in cross contamination of raw and treated water streams.
The system was constructed on a purpose-built, 316 stainless steel frame. All pumps utilised for filtration, backwash and chemical injection were Grundfos pumps to ensure durability and reliability. The feed pumps being controlled by VSD which allowed for variable flow treatment through the day. Process control pneumatic valves used in this system were air torque actuators with separate limit switches and Ritork cast wafer valves were integrated. Burkert instruments were chosen by the client. Additionally, control automation was completed through an Allen Bradly 800 Series PLC and Panel view plus 7 – 9 inch HMI screen with a Ewon modem for remote telemetry access.
The membranes have been installed with individual isolation valves on all 3 streams allowing for the disconnection and replacement of the individual membranes units without isolating the system. Clear tubing has additionally been added to allow the operator to view the turbid backwash reject water exiting the system.
All in all, RWTS has encompassed the very best in equipment supply and design to deliver a high-performance, durable system which will see many years of trouble-free filtering.
The equipment was installed and successfully commissioned onsite by the RWTS electrical and programming division.




















